
In un mondo perfetto le nostre attrezzature produrrebbero per tutto il tempo a loro disposizione, alla massima velocità e senza scarti. In un mondo perfetto, appunto.
In attesa di trasferirci lì, possiamo però sapere quanto e come le nostre macchine lavorano. L’indicatore OEE (Overall Equipment Effectiveness) misura l’efficienza produttiva e prende in considerazione tre aspetti della produzione: la disponibilità (tempo effettivo di attività rispetto a quello disponibile), il rendimento (velocità reale di stampa rispetto a quella prevista), la qualità del prodotto (copie buone rispetto agli scarti).
In un unico indice si concentrano quindi tutte le inefficienze: guasti, avviamenti, micro fermate, scarti in lavorazione e in avviamento, ricordandosi sempre che non siamo in un mondo perfetto, ma dobbiamo aspirare a migliorare la nostra professionalità e il nostro utile.
L’OEE è utile sia come semplice valutazione che come valore di riferimento:
- Come semplice valutazione può essere utilizzato per confrontare le prestazioni di una determinata attività di produzione rispetto agli standard del settore, per analoghe attività aziendali, oppure rispetto ai risultati di diversi turni di lavoro sulla stessa attività.
- Come punto di riferimento può essere utilizzato per registrare i progressi nel tempo per eliminare le inefficienze da una determinata attività produttiva.
Come si calcola l’OEE?
% Disponibilità x % rendimento x % qualità = % OEE
Dove:
- disponibilità = (tempo di produzione, sia tiratura che avviamento) / (tempo di apertura del reparto stampa – tempi di manutenzione programmata – fermi per cause esterne)
- rendimento = velocità effettiva / velocità prevista (massima velocità di stampa per il supporto e i grafismi)
- qualità = peso delle copie buone / peso di tutta carta utilizzata nel processo
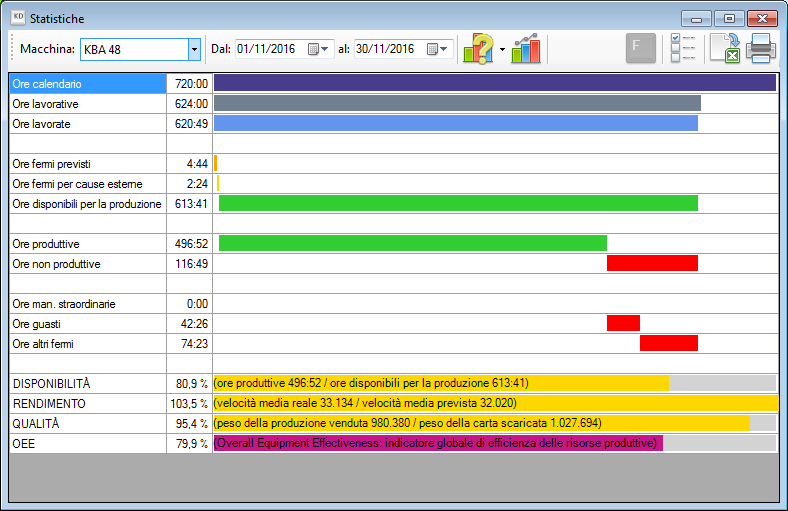
Ecco un esempio di calcolo dell’OEE
Postilla: quanto qui descritto è il calcolo dell’OEE, applicato ad un reparto di stampa. Rispetto all’ambiente manifatturiero in cui è stato sviluppato, vi sono alcuni piccoli aggiustamenti che non ne intaccano la filosofia, ma lo rendono più aderente alle specifiche necessità delle arti grafiche.
Postilla 2: il valore di un indice non basta. Aiuta, ma non basta. Occorre andare al nocciolo delle inefficienze iniziando dai fermi che si ripetono con maggiore frequenza, tipi di carta che subiscono più rotture o maggiori frequenze di rotture lastra, orari con maggior frequenza di guasto, ecc.







